



When heavy machinery stops, the clock starts ticking. For construction companies, mining operations, and global fleet managers, on-site refueling is supposed to eliminate the transit time required to send vehicles to a stationary fuel depot. But when your mobile dispensing equipment fails—whether it is delivering fuel at an agonizingly slow rate, suffering from a continuously tripping nozzle, or registering erratic flow measurements—the entire productivity advantage evaporates.
An idle excavator or stranded haul truck can cost hundreds of dollars per hour in lost operational capacity. Diagnosing fluid handling problems quickly is critical to keeping your site moving. While it is tempting to order a replacement pump or swap out a flow meter immediately, the vast majority of mobile refueling issues stem from system-level faults: air ingress, clogged filtration, voltage drops, or bypassed internal components.
This guide provides a systematic, field-ready framework to troubleshoot your Mobile Diesel Dispenser so you can identify the exact point of failure, resolve it safely, and restore your fleet’s fueling operations.
Quick ROI Snapshot: Proactive Dispenser Troubleshooting
- Typical downtime cost: $150–$500+ per hour per idle piece of heavy equipment.
- Time saved with accurate field diagnosis: 4 to 24 hours (bypassing external service callouts and parts wait times).
- Typical payback period for an onboard spare parts kit (filters, vanes, nozzle seals): < 1 week of prevented downtime.
Common Mistake to Avoid:
Attempting to recalibrate a flow meter to "fix" a dispensing accuracy issue before checking the suction side for air leaks. If air is entering the suction line, it passes through the meter and registers as fluid volume. If you recalibrate the meter to compensate for this air, you will guarantee severe, systemic under-dispensing once the air leak is eventually fixed. Always ensure a 100% airtight fluid column before touching calibration dials.
1. Quick Reference: How the System Works
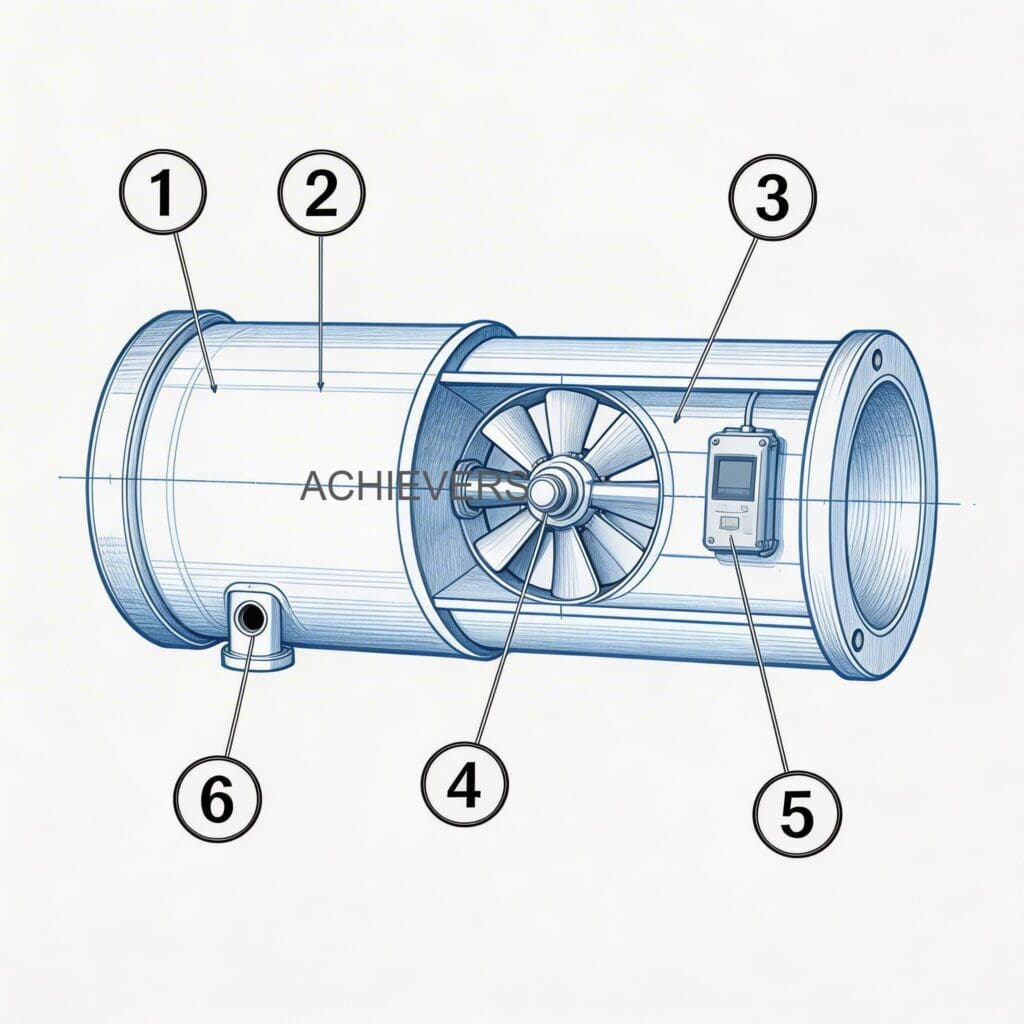
To troubleshoot effectively, you must understand the fluid path and operational logic of your Mobile Diesel Dispenser. Most portable dispensing units follow a standardized flow architecture designed for reliable, positive displacement in rugged environments.
- Suction & Intake: The transfer pump creates a vacuum, drawing diesel from the mobile bowser or storage tank through a foot valve and suction hose.
- Pumping Mechanism: Most units utilize a rotary vane positive displacement pump. As the rotor turns, sliding vanes trap the fluid and force it toward the discharge port.
- Filtration: Before entering sensitive measuring equipment, fuel passes through an inline particulate filter (typically 10 to 30 microns) to strip out rust, silica, and tank sludge.
- Bypass Valve: If the delivery nozzle is closed while the pump is running, an internal bypass (relief) valve opens, looping the fuel internally to prevent dead-heading, which could blow seals or stall the motor.
- Metering: The fluid enters an oval gear flow meter. The pressure of the diesel forces two toothed gears to rotate. Because the gears trap a precise, unchanging volume of fluid with each rotation, the meter translates these rotations into highly accurate digital or mechanical batch readings.
- Delivery & Shut-off: Fluid travels down the delivery hose to the automatic Fuel Nozzles. A small venturi hole near the tip of the nozzle spout draws in air during normal flow. Once fuel in the receiving tank covers this hole, a vacuum is created, tripping a diaphragm that slams the main nozzle valve shut to prevent overfilling.

Understanding this sequence makes it immediately obvious that a nozzle continuously shutting off is likely a venturi issue, whereas a pump whining with zero flow is a suction or bypass problem.
2. Troubleshooting Matrix
Use this matrix to cross-reference the symptom your operators are reporting against the most mathematically probable causes and immediate corrective actions.
| Symptom | Likely Cause | Diagnosis Steps | Fix |
| — | — | — | — |
| Zero flow, motor humming | Voltage drop or locked rotor | Check DC voltage at motor terminals while under load; check for debris in pump housing. | Use thicker gauge power cables; clear debris blocking rotor vanes. |
| Flow rate extremely slow | Clogged suction strainer or inline filter | Isolate pump, remove inline filter, inspect element for heavy sludge or waxing. | Replace filter element; clean suction strainer at tank bottom. |
| Meter display blank | Power fault or dead battery | Verify power supply to meter PCB; check for moisture inside meter housing. | Replace battery/PCB; ensure cable glands are tightly sealed. |
| Erratic or jumping meter readings | Air ingress in suction line | Look for foaming in the dispensed fuel; check all suction-side pipe threads and hose clamps. | Reseal suction fittings with appropriate thread sealant; tighten clamps. |
| Meter under-registering volume | Worn or jammed oval gears | Open meter faceplace (if safe), inspect gears for wear, scoring, or particulate jamming. | Clean gears; replace if scored; install proper pre-filtration. |
| Nozzle shuts off instantly/frequently | Blocked venturi hole or high backpressure | Check the small hole at the tip of the nozzle spout; ensure receiving tank breather is clear. | Clear venturi hole with a pin/compressed air; reduce pump flow rate if over-pressurizing small tanks. |
| Nozzle won't shut off (overflows) | Ruptured nozzle diaphragm or broken spring | Test nozzle in a controlled bucket; listen for the 'click' when fluid covers the spout. | Rebuild nozzle using manufacturer kit or replace the entire nozzle assembly. |
| Pump overheats / Thermal trip | Prolonged bypass operation | Ask operator if pump is left running while nozzle is closed for longer than 3 minutes. | Enforce standard operating procedures; adjust bypass valve pressure if set too high. |
| Pump runs but zero suction (dry) | Lost prime or broken foot valve | Disconnect suction hose, listen for air leaks, manually prime the pump head. | Replace faulty foot valve; lower suction hose below fluid level. |
| Fuel leaking from meter housing | Blown O-ring or over-pressurization | Check the main housing seal; check if delivery hose was driven over or crushed. | Replace O-ring; torque flange bolts evenly to spec; remove hose restrictions. |
3. Step-by-Step Field Diagnosis Procedure
When facing an ambiguous fault—such as "the dispenser is acting up"—follow this systematic, 8-step isolation procedure to find the root cause without needlessly throwing parts at the problem.
Required Tools: Multimeter, pressure/vacuum gauge, adjustable wrenches, hex key set, clean bucket, safety PPE, and thread sealant.
- Safety and Power Verification: Before opening any fluid lines, isolate the equipment. For 12V/24V DC mobile units, check the battery charge and terminal connections. A depleted battery will run the motor, but the reduced RPM will drastically drop flow rates and bypass pressure. Ensure the voltage reading under load (while the motor is trying to pump) does not drop below operating minimums.
- Suction Line Vacuum Test: Connect a vacuum gauge to the inlet port. If the vacuum is extremely high but flow is low, you have a restriction upstream (clogged foot valve, collapsed suction hose, or frozen/waxed diesel). If the vacuum is zero and the pump is spinning, you are drawing air through a loose fitting or the pump vanes are stuck.
- Vane and Rotor Inspection: If the pump is noisy (clattering), open the pump faceplate. Spring-loaded carbon or acetal vanes can become stuck in their rotor slots due to fuel varnishing or trapped debris. Slide them out, clean the slots, and ensure they move freely.
- Bypass Valve Calibration Test: Start the pump with the delivery nozzle closed. The internal bypass valve should open smoothly, allowing fuel to recirculate inside the pump head. If the motor struggles, stalls, or blows a fuse, the bypass poppet is seized closed. If the pump produces very little pressure when the nozzle is open, the bypass spring may be broken or stuck open.
- Inline Filtration Assessment: Isolate the line and drop the filter bowl. A completely blackened or sludge-filled filter will bottleneck the entire system. In cold climates, check for paraffin wax dropout blocking the micron media.
- Oval Gear Freedom Check: If the pump is working perfectly but the Diesel Flow Meter is registering zero or locking up, bypass the meter temporarily (if plumbing allows) to confirm flow. Then, open the meter chamber. A single piece of welding slag or rust can lock the precision oval gears. Clean the chamber carefully without scratching the machined surfaces.
- Nozzle Venturi and Backpressure Test: Dispense fuel into a controlled container. If the nozzle keeps clicking shut, verify the venturi sensing port on the spout isn't plugged with mud or grease. Additionally, ensure the flow rate of the pump doesn't exceed the capacity of the tank neck you are filling, as splash-back will trigger the auto shut-off prematurely.
- Volumetric Calibration Run: Once mechanical flow is restored, dispense a precise test batch (e.g., 20 liters or 5 gallons) into a certified volumetric proving can. Compare the meter display to the proving can. Access the calibration menu on the digital meter and adjust the scaling factor (K-factor) to mathematically align the meter’s calculation with true physical volume.
4. Installation and Setup Errors That Cause Ongoing Problems
Many recurring failures are not caused by defective equipment, but by how the mobile dispenser was initially integrated into the bowser, trailer, or skid tank. Correcting these baseline setup errors will permanently resolve "ghost" issues.
| Installation Error | Resulting Symptom | Technical Correction |
| — | — | — |
| Undersized Suction Pipe | Pump cavitation (loud metallic rattling), accelerated vane wear, and aerated fuel. | Upsize the suction line to match or exceed the pump inlet port diameter. Minimize 90-degree elbows. |
| Excessive Suction Lift | Pump struggles to prime, loses prime overnight, low output flow. | Keep vertical lift under 2 meters. Submerge the suction drop tube deeply. |
| Missing Foot Valve / Check Valve | Dry running on start-up, increasing wear on pump seals and rotor. | Install a one-way check valve or foot valve at the lowest point of the suction line. |
| Improper DC Cable Sizing | Motor runs hot, thermal overload trips frequently, sluggish flow. | Use heavy-duty, marine-grade copper wire appropriate for the cable run length to eliminate voltage drop. |
| Unvented Supply Tank | Flow starts fast, then starves to a trickle; tank walls may bow inward. | Install a high-capacity breather vent on the supply tank to replace displaced liquid with air. |
| Over-Torqued Meter Flanges | Meter gears bind periodically, display registers erratically. | Loosen flange bolts and retorque in a star pattern to manufacturer spec to prevent warping the meter housing. |
5. Preventive Maintenance to Avoid Recurrence
A mobile dispensing unit operates in the harshest industrial conditions—exposed to dust, extreme temperatures, and vibration from off-road travel. Implementing a rigid preventive maintenance schedule shifts your operation from reactive firefighting to predictable reliability.
Daily Operator Checks:
- Visually inspect the delivery hose for abrasions, bulges, or exposed wire braid. A ruptured hose under 3 Bar of pressure is a severe environmental and safety hazard.
- Wipe down the nozzle spout and ensure it rests securely in its holster to prevent contamination from job site mud.
- Check beneath the skid or bowser for any wet spots indicating a slow weep from a threaded connection.
Monthly Maintenance:
- Open the suction Y-strainer or foot valve and clear out any trapped debris, leaves, or rust flakes.
- Verify the accuracy of the flow meter against a proving can.
- Check electrical connections for corrosion, especially on battery-operated DC units mounted on mobile trailers.
Semi-Annual Maintenance:
- Replace the inline particulate filter element. Do not wait for it to clog and restrict flow.
- Inspect the pump vanes for wear. Most rotary vane pumps have a wear tolerance; once vanes become too short, volumetric efficiency plummets.
- Lubricate the mechanical pivot points on the automatic nozzle handle with a light, fuel-compatible oil.

6. Equipment Baseline Specifications for Troubleshooting
When diagnosing a system, it is vital to know the baseline operational limits of your equipment. For reference, Achievers Pumps manufactures two primary models with distinct operational thresholds. Comparing your actual field performance against these baseline specifications helps identify if a component is underperforming.
| Parameter | CE-130 (High-Capacity) | CE-204 (Compact Mobile) |
| :— | :— | :— |
| Applicable Media | Diesel / Biodiesel / Kerosene | Diesel / Biodiesel / Kerosene |
| Target Flow Rate | 60–200 LPM (Pump dependent) | 60 LPM |
| Flow Meter Type | Oval gear (digital) | Oval gear (digital) |
| Rated Accuracy | ±0.5% | ±0.5% |
| Max Working Pressure | 3 Bar | 3 Bar |
| Power Supply | 220V AC / 440V AC | 220V AC / 12V DC / 24V DC |
| Inlet / Outlet Size | 25–50 mm | 25 mm (1") |
| Delivery Hose | 4 m (custom available) | 4 m |
| Nozzle | Auto shut-off, brass | Auto shut-off, brass |
| Batch Counter Limits | 0–9,999 L | 0–9,999 L |
Note: If your system exceeds 3 Bar of backpressure (due to a crushed hose or blocked nozzle), the internal bypass valve will activate, dropping flow rate to zero to protect the meter and seals.
7. When to Call Service vs. Fix Yourself
Knowing your limits prevents minor issues from escalating into expensive equipment destruction.
Field-Fixable (Do It Yourself):
- Replacing fuel filters and cleaning suction strainers.
- Resetting tripped thermal breakers or replacing inline electrical fuses.
- Clearing debris from the nozzle venturi port or replacing the auto-nozzle assembly entirely.
- Performing volumetric recalibrations using the meter’s digital keypad.
- Tightening loose hose clamps or re-doping threaded pipe connections.
Requires Professional Service or Factory Return:
- Motor Rewinding: If the AC or DC motor has burned out due to prolonged dead-heading, it requires professional rewinding or outright replacement.
- Meter PCB Failure: If the digital display is scrambled or dead despite fresh batteries/power, the printed circuit board is likely damaged by voltage spikes or moisture ingress and must be replaced.
- Cracked Pump Housings: If the cast iron or aluminum pump casing has cracked due to freezing or severe impact, field welding is highly discouraged due to the explosive risk of trapped fuel vapors. Replace the pump head.
FAQ
Q: Why does my automatic nozzle constantly click off even when the receiving tank is empty?
A: This is almost always caused by a blockage in the small venturi sensing hole at the tip of the nozzle spout. Dirt, grease, or dried fuel can plug this hole, tricking the nozzle into sensing the vacuum it usually feels when submerged in fuel. Clean the hole with a small pin.
Q: Can I use standard water or hydraulic hoses for my diesel transfer system?
A: No. Diesel fuel will rapidly degrade the rubber compounds used in standard water hoses, leading to hose swelling, internal delamination, and eventual rupture. You must use hoses specifically rated for diesel/petroleum transfer, typically featuring a nitrile rubber inner tube.
Q: How often should we recalibrate the oval gear flow meter on our mobile dispenser?
A: Under normal, clean operating conditions, checking calibration every 6 to 12 months is standard. However, if your equipment operates in heavy dust, handles unpolished fuel, or experiences high vibration, a monthly volumetric check against a certified proving can is highly recommended.
Q: What causes the pump motor to overheat and trip the thermal breaker?
A: The most common cause is leaving the pump running while the delivery nozzle is closed for more than 2 to 3 minutes. This forces fuel through the internal bypass valve, generating immense friction and heat. Low voltage (on DC units) or a jammed rotor can also cause rapid overheating.
Q: Is a 12V DC mobile pump suitable for continuous, all-day duty cycles?
A: Most 12V and 24V DC mobile transfer pumps are designed for intermittent duty cycles, typically 30 minutes on, followed by 30 minutes off to allow the motor to cool. If you require continuous, high-volume transfer, an AC-powered or engine-driven pump is required.
Q: Why is my digital flow meter reading erratically in extremely cold weather?
A: Cold temperatures increase the viscosity (thickness) of diesel fuel, and can even cause paraffin wax crystals to form. This thick, waxy fluid places higher drag on the oval gears inside the meter. If your fuel gels, you may need to use cold-weather diesel additives or install a block heater on your supply tank.
Q: Does dispensing biodiesel blends (like B20) require different troubleshooting steps?
A: Biodiesel has a higher solvency than standard diesel, meaning it can clean out old sludge from your tanks, rapidly clogging your inline filters. It also degrades certain elastomeric seals over time. If you experience leaks or flow restrictions after switching to biodiesel, check your O-rings and filter elements first.
Need help resolving a persistent flow or accuracy issue, or ready to upgrade your fleet's on-site refueling capabilities? Contact Achievers Pumps and Valves to consult with our engineering team. Please have your required flow rate, power availability (AC or DC), and intended site conditions ready, and we will match you with a Mobile Diesel Dispenser configured perfectly for your operational demands.





